 切换行业
切换行业

0引言
生物质资源能量密度低,存在运输、储存困难以及能源利用率低等问题,严重制约了生物质资源的规模化应用[1-2]。生物质固化成型技术可将形状不规则、松散的生物质压缩为形状规则、高密度的成型燃料,使生物质从低品位能源上升为中上等品位能源[3-5]。生物质成型燃料热效率高、燃烧性能好,是替代煤炭的理想燃料,广泛用于农村家庭炊事、取暖用能[6]。随着燃烧设备的不断改进和完善,生物质成型燃料耦合燃煤发电、供热项目在解决能源危机和环境污染等方面发挥了重要作用,具有良好的发展前景[7-8]。据欧盟委员会预计,2020年生物质成型燃料的市场规模可达4000万~5000万t(比2012年增长300%),所生产的热量和电力总量占可再生能源供能的45%[9]。
然而,由于生物质细胞壁中的三大组分(纤维素、半纤维素和木质素)紧密交联在一起,从而形成了物理和化学抗降解屏障,导致生物质成型燃料的机械强度和能量密度偏低,严重阻碍了生物质成型燃料品质的进一步提升[10]。因此,采用合适的预处理技术至关重要。
目前,许多国内外学者研究了原料水分、粒径、压力及温度等成型参数对生物质成型燃料品质的影响,得到了生物质成型燃料的最佳工艺参数[11-15],但有关原料化学成分对生物质燃料成型过程的影响作用机制研究较少。本文旨在总结前人在生物质原料主要化学成分(纤维素、半纤维素以及木质素等)对成型过程的影响研究,结合国内外关于生物质成型燃料预处理技术的发展状况,从提升生物质成型燃料的物理性质和燃烧特性的角度探讨生物质燃料压缩成型的内在机理,为高品质生物质成型燃料的开发提供理论基础与技术指导。
1成型过程及黏结机制
生物质的主要形态是不同粒径的粒子,且粒子排列通常较疏松,粒子间空隙较大,导致生物质燃料的密度偏小,故常采用压缩成型技术提高生物质燃料的密度。生物质燃料的压缩成型过程,即在一定条件下生物质颗粒之间发生塑变而相互啮合,伴随生物质中有机物软化胶合的过程[16]。生物质燃料的压缩成型过程经历以下4个阶段[17]:
①松散阶段。此时压力较小,物料在压力作用下缓慢挤紧,颗粒间空气和水分被挤出,此阶段主要是缩小颗粒间隙的压缩过程,增加较小的压力即可获得较大的压缩变形[18]。
②过渡阶段。在压力作用下,大颗粒发生破裂,填补周围的空隙[19]。
③压实阶段。颗粒间空隙基本被克服,在垂直于主应力的方向上发生塑性形变,相邻颗粒靠啮合的方式接触,使颗粒结合更加牢固[20-21]。
④推移阶段。物料与压块同步向出料口移动,可近似认为物料相对压块静止,此阶段压力逐渐释放,为典型的压力松弛过程[22]。压缩过程取决于生物质原料的物理性质和化学性质,受原料化学成分、水分、粒径、成型压力及成型温度等多方面因素的影响[23-24]。
生物质原料的木质素和半纤维素含量较高,一方面,木质素和半纤维素在压缩过程中发挥较强的黏合剂功能,把相邻的生物质颗粒黏结在一起;另一方面,木质素在达到玻璃化温度时开始熔融形成胶体物质,在相邻生物质颗粒之间形成液桥,并在冷却时进一步形成固桥,加强了颗粒之间的黏结作用[25]。生物质颗粒内部黏合力的类型及相互作用的方式可分为以下5类[26]:①固体桥接或架桥;②自由移动液体的表面引力和毛细压力;③非自由移动的吸附力和黏合力;④固体颗粒之间的分子吸引力;⑤固体颗粒之间的填充或机械互锁。虽然生物质成型燃料的密度和强度受温度、水分、压力、添加剂等多因素影响,但实质上均可用上述一种或一种以上的黏合类型和黏合力来解释生物质燃料的成型机制。
2生物质化学成分对成型过程的影响作用
生物质之所以能在较低的温度下压缩成型,其独特的化学性质是重要因素。生物质的主要化学成分包括纤维素、半纤维素和木质素3种高分子化合物,构成了生物质的细胞壁和胞间层。常见生物质原料的化学成分见表1。由表1可知,生物质的主要化学成分占比因生物质种类而不同[27]。因此,生物质的化学成分及其在成型过程中的变化规律和作用机制是探明预处理工艺对生物质成型燃料的提质改性作用的基础。

2.1纤维素
纤维素是由D-葡萄糖以β(1→4)糖苷键组成的链状高分子化合物,分子式为(C6H10O5)n。纤维素的每个葡萄糖基环上有3个活泼羟基(—OH),可通过—OH之间或OH与O—、N———和S—基团之间联结成氢键,能量强于范德华力[28]。在细胞壁中,纤维素通过分子链形成排列有序的微纤丝束。在压缩过程中,由氢键连接成的纤丝在黏聚体中起到骨架作用,有利于提高成型燃料强度。此外,纤维素中存在大量的非结晶区和结晶区,并伴有氢键联结,因而其晶体结构非常牢固[25]。
2.2半纤维素
半纤维素和纤维素都属于碳水化合物,但与纤维素不同,半纤维素是由2种或2种以上的单糖组成的不均一的高聚糖。由于其化学结构的不均一性,天然半纤维素为非结晶态且分子量相对低的多位分枝性聚合物,其聚合度为80~100[29]。半纤维素为无定形结构,易水解,结构强度低于纤维素。半纤维素结构复杂,其通过氢键与纤维素连接,以共价键(主要是α-苯醚键)与木质素相连,以酯键、乙酰基及羟基与肉桂酸连接[30]。半纤维素以无定型状态渗透在纤维素“骨架”中,从而增强了细胞壁的刚性,被称为基体物质。半纤维素的主链和侧链上含有较多的羟基、羧基等亲水性基团,是生物质中吸湿性较强的成分,在压力和水解的共同作用下可转化为木质素,从而起到一定的黏合剂作用[25]。
2.3木质素
木质素是一种复杂的、非结晶的、三维空间网状结构的复杂无定型高聚物,由愈创木基(G)、紫丁香基(S)及对羟苯基(H)结构单元组成[28]。木质素是在细胞分化的最后阶段形成的,渗透于细胞壁的骨架物质中,使细胞壁变得坚硬,故称为结壳物质或硬固物质。在自然条件下,木质素与水及其他有机溶剂几乎不溶解,100℃开始软化,160℃开始熔融形成胶体物质[17]。生物质压缩过程中,在压力和水分的共同作用下,木质素的大分子易碎片化,进而发生缩合和降解,溶解性质发生显著变化,生成可溶性木质素和不溶性木质素。此外,酚羟基和醇羟基的存在,促使碱性木质素溶解,木质素磺酸盐溶于水可形成胶体溶液,起黏合剂作用,提高了成型燃料的结合强度和耐久性[25]。
3预处理技术
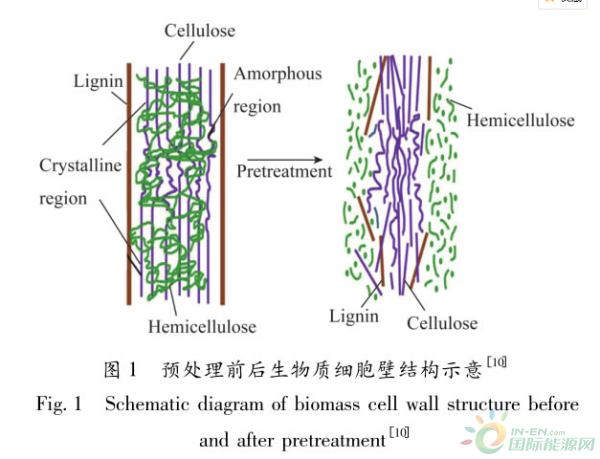
预处理前后生物质细胞壁结构示意如图1所示。由图1可知,生物质细胞壁中的三大组分(纤维素、半纤维素和木质素)紧密交联在一起,形成了物理和化学抗降解屏障,导致生物质成型燃料的机械强度和能量密度偏低,严重阻碍了生物质成型燃料品质的进一步提升[10]。因此,需要采取合适的预处理技术打破该屏障,调整生物质的结构及组分占比,提高生物质成型燃料的品质。生物质预处理技术分为物理法、物理-化学法、化学法和生物法四大类,如:机械研磨、酸处理、碱处理、微生物处理、微波处理、蒸汽爆破处理、低温热解处理及水热处理等[31]。本文主要介绍蒸汽爆破处理、低温热解处理以及水热处理3种预处理技术及其对生物质成型过程的影响。
3.1蒸汽爆破预处理
蒸汽爆破技术最早是由美国学者Mason在1928年发明并用于制浆,将废木材转变为建筑纸浆[32]。蒸汽爆破的主要原理是利用高温高压水蒸气对植物纤维原料进行处理,使其半纤维素降解,木质素软化,纤维之间的横向连接强度降低,并在短时间内瞬间释放高压蒸汽,原料孔隙中的水蒸气急剧膨胀,产生爆破效果,将原料撕裂为细小的纤维状,达到原料组分分离和结构变化的效果[33]。
蒸汽爆破预处理因其成本低、能耗少、无污染而备受研究学者关注。韩士群等[34]采用蒸汽爆破方法对芦苇进行处理,并以高密度聚乙烯(HDPE)为塑料基体添加合适的助剂,发现蒸汽爆破处理显著增加细纤维的含量,改善了纤维质量。同时,蒸汽爆破处理的芦苇/HDPE复合材料的拉伸强度和弯曲强度较未爆破处理的复合材料分别提高了22.3%和32.6%。岳磊等[35]分析了蒸汽爆破处理压力、稳压时间对芦苇纤维形态、润湿性、化学成分以及灰分和硅含量的影响,发现随着蒸汽爆破剧烈程度的增加,芦苇中的纤维素含量增加,灰分和硅含量显著降低,芦苇纤维与脲醛树脂胶合性能得到改善。
Lam等[36]对杉木树皮进行了蒸汽爆破处理,发现预处理后的树皮中纤维素分子链发生断裂,分子内氢键受到一定程度的破坏,纤维素链的可移动性增加,有利于纤维素向无序结构变化。因此,蒸汽爆破处理后成型燃料的强度比处理前高1.4~3.3倍,燃烧热值也显著提升。对于蒸汽爆破预处理过程对生物质燃料成型性能的影响,Zandersons等[37]认为,预处理后纤维素的结构发生改变,纤维尺寸变细、变小,同时,木质素活性增强,并渗入到纤维素之间形成新的连接,内部黏结力显著增强;Shaw等[38]发现,预处理后生物质中的木质素含量比原料增加33.2%~54.5%,呈更好的黏结效果;Angles等[39]研究了木质素的变化规律,发现随着预处理程度的加剧,木质素降解、重聚并迁移到纤维素表面,在压缩成型时软化形成固体桥接,提高了成型性能。
3.2低温热解预处理
低温热解预处理是在常压、隔绝氧气或缺氧情况下,将生物质原料置于反应温度为200~300℃时发生大分子热降解反应的过程[40-41]。低温热解预处理过程主要发生分子键断裂、脱羰作用、脱羧反应、脱水反应、脱甲氧基化反应、凝结及芳构化反应[42]。低温热解预处理过程能破坏生物质的纤维结构,使生物质变得易磨,有效改善粉体的流动性以实现稳定连续的输送,并有效去除生物质中的过量氧元素[43],且生物质经低温热解预处理后可保留70%~80%的质量和80%~90%的能量,因此其能量密度可提高30%[44]。
不同种类生物质由于其化学组分不同,其热稳定性及热解产物的特性也不同。Phanphanich等[45]对稻壳、木屑、花生壳、甘蔗渣和水葫芦进行了低温热解预处理试验,结果表明,几种生物炭的能量密度呈不同的增加规律,其中最大增幅是热解甘蔗渣,其能量密度为未处理原料的1.66倍,最小增幅是热解木屑,为未处理原料的1.08倍。
低温热解温度和停留时间对生物质低温热解特性有一定影响,特别是热解温度影响显著。王贵军等[46]在热解温度为200、250和300℃条件下,采用固定床试验台分别研究了棉花秆的低温热解特性,结果表明,随着热解温度的升高,固体产物的质量产率减小,能量密度增加,且制得的成型生物质的密度显著提高,其研磨特性和疏水性较生物质原料明显改善。
吴逸民等[47]研究了生物质中主要组分(半纤维素、纤维素和木质素)的低温热解特性,结果表明,半纤维素的主要热解温度在210~320℃,而纤维素和木质素的主要热解温度分别在310~390℃和200~550℃。Medic等[48]研究了玉米秆和甘草在250℃,停留时间为10、20和30min的条件下低温热解预处理后的特性,结果表明,随着停留时间的延长,热解生物质的能量密度增加了2%~19%,而质量和能量产率分别降低了3%~45%和1%~35%。Shang等[49]发现,赤松在经过230~270℃低温热解预处理后,热值由18.37MJ/kg升高至24.34MJ/kg,但赤松成型燃料的机械强度迅速降低。
Wu等[50]将棉杆和木屑在200~260℃下进行低温热解预处理试验,发现预处理后成型生物质的表观密度和抗压强度比原料成型生物质分别降低了3.9%~16.7%和23.2%~61.0%。可见,随着热解温度的升高和停留时间的增加,热解生物质的能量密度不断增加,而成型生物质的机械强度降低。当低温热解预处理温度为260℃或以上时,生物质中的天然黏结剂———木质素的结构被破坏,颗粒之间的机械互锁是此时成型过程的主要黏结形式,颗粒间的黏结性能降低[51]。因此,为获得高机械强度的低温热解生物质成型燃料,需要添加黏结剂来改善其成型能力,而黏结剂的掺混会导致成型燃料耐水性变差、热值降低等的问题[52]。
3.3水热预处理
水热预处理也被称为湿式热解,是指在密闭反应器中,以生物质为原料,水为反应媒介,通过加压使水在高温条件下保持液态,利用此状态下水的特殊性质对结构稳定的生物质原料进行分解[53]。原料在水热预处理过程中经历3个阶段的变化:①前驱体水解成单体,体系pH值降低;②单体脱水,诱发聚合反应;③芳构化反应形成最终产物[54]。水热处理过程需将原料与水混合,因此,整个工艺对于原料水分无任何要求,也无需对原料进行干燥,对于含水率高的生物质可节省大量干燥所需能量,可用于处理高含水率的污泥[55]。同时,水热预处理过程简单,反应条件温和,无需过高的温度与压力,对设备要求不高。因此,水热预处理工艺应用范围广,操作难度低,便于推广应用。
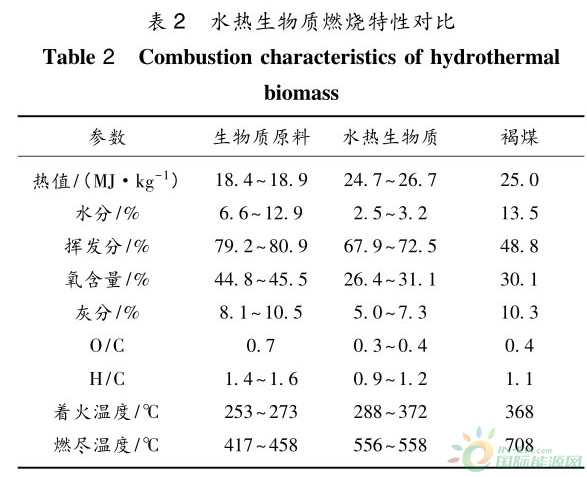
燃烧特性对生物质燃料至关重要,水热处理后生物质燃料的燃烧特性得到大幅提升[51]。水热预处理前后生物质的燃烧特性见表2。由表2可知,其燃烧特性接近甚至高于褐煤,对保障燃烧过程的安全性、提高燃烧效率以及减少污染物排放等具有重要作用。Kambo等[56]将芒草分别进行低温热解及水热处理,结果发现原料固定碳为11.7%,经260℃低温热解后样品的固定碳增加至14.2%,而当水热处理温度为190℃时,所得生物质固定碳增加至15.7%,当水热温度升高至260℃时,固定碳增加至30.3%,热值增加至25.9MJ/kg。此外,水热预处理后生物质的灰分显著降低,能有效解决生物质燃料燃烧过程中的积灰结渣问题。Kambo等[57]在另一组试验中发现,芒草在经低温热解预处理后的无机金属含量无明显变化,而经水热预处理后,灰分中的无机金属含量被去除30%~70%。
另外,水热预处理可明显提高生物质的成型性能,水热成型生物质的抗压强度及耐久度等均优于原料成型生物质。Reza等[58]发现,火炬松原料成型后耐久度为(97.5±0.5)%,质量密度为(1080.2±5.1)kg/m3,能量密度为(21.3±0.5)GJ/m3;而260℃水热预处理后的成型生物质耐久度为(99.8±0.1)%,质量密度为(1478±9.7)kg/m3,能量密度高达(39.2±0.2)GJ/m3。Liu等[59]将椰子纤维、稻谷皮、椰子壳及松木屑进行水热处理后,发现其成型生物质的抗压强度相对于原料成型生物质提高了2~5倍。
Wu等[50]将棉秆和木屑在200~260℃下进行水热预处理,发现与原料成型生物质相比,水热处理后成型生物质的热值、表观密度和抗压强度分别增加5.1%~59.0%、9.5%~27.3%和114.0%~241.3%,且将该成型生物质炭化后,水热成型炭的机械强度明显高于原料成型炭以及掺混黏结剂制成的商用烧烤炭。水热预处理对生物质燃料成型性能的影响主要有:①水热预处理后的生物质表面更加平整规则,提高了颗粒之间固态桥键的稳固性[60];②水热预处理能促使更多羟基、羧基、羰基等含氧极性官能团的产生,提高了分子间氢键及范德华力等静电吸引力[61];③在一定水热温度下,木质素由固态转变为玻璃态,从而在颗粒内部形成局部熔融和机械互锁,起到了促进成型、改善成型的效果[58];④水热预处理过程中,产生大量生物油等极性有机化合物并附着于颗粒表面,其在成型过程中起液态桥键的作用,加强了相邻颗粒之间的黏结[62]。
4生物质成型综合利用技术
在生物质成型燃料的生产过程中,废水废液的直接排放不仅造成资源浪费,而且污染环境。木醋液是木炭制作生产过程中的副产物,无毒无害,易降解,具有高效的抗氧化性和抗微生物活性,在发达国家中已被广泛应用于农业、林业、医疗保健及食品领域[63]。因此,基于多年对生物质资源高效转化与利用的研究,上海理工大学能源与动力工程学院碳基燃料洁净转化实验室利用水热预处理技术制备高强度生物质成型燃料及成型炭燃料,并获得过程副产物———木醋液,从而获得多产品、环境友好的生物质成型综合处理技术。
4.1两步热解制备成型炭燃料与木醋液
该技术是将传统的热解和成型工艺相结合,充分利用热解工艺产生的液体和气体,同时将固体半焦制备成型炭燃料。具体过程如图2所示。
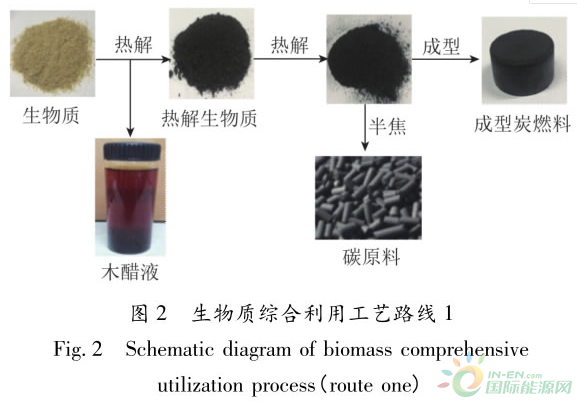
首先对生物质原料进行初步热解处理,可获得气、液、固三相产物,通过控制热解温度获得高品质木醋液[63-65];初步热解固体产物进一步热解制得半焦,半焦即可用作电极或碳质吸附剂的原料,又可通过压制成型制备成型炭燃料,该燃料既可作为锅炉燃料,又可用于烧烤炭[66-70]。该工艺路线中热解过程产生的热解气与焦油蒸汽可为热解过程提供能量来源。该技术优点是既可获得品质较高的木醋液,也可根据市场需求获得不同的碳质产品,工艺规模可根据生物质供应适当调节,提高了生物质的应用价值。
4.2结合预处理技术制备高机械强度成型生物质
燃料、成型炭燃料及木醋液生物质综合利用工艺路线2如图3所示。由图3可知,为进一步提高生物质综合利用的质量,对生物质进行相应的预处理,获得优质的木醋液[71-72]和改性生物质;再对改性生物质进行成型处理,在不掺混任何黏结剂的条件下获得高机械强度、高热值成型生物质,该产品可作为生物质燃料用于锅炉燃烧利用;成型生物质进一步热解,制得高机械强度成型生物质炭燃料[50]。该工艺路线可获得3种产品:木醋液、成型生物质燃料和成型炭燃料,该工艺制备的成型炭燃料热值高,燃烧性能、抗压强度和表观密度均优于商用烧烤炭,灰分远低于商用烧烤炭及欧盟标准(EN-1860-2),固定碳高于欧盟标准[50],具有很强的市场竞争力。该技术既可制备高机械强度的成型生物质燃料和成型炭燃料,还能获得优质木醋液,工艺规模可根据生物质供应适当调节,过程无污染,提高了生物质的应用价值。

5结论
生物质细胞壁中的三大组分紧密交联在一起,形成了物理和化学抗降解屏障,因此,预处理技术是实现生物质成型燃料品质提升的必要手段。由于不同的预处理技术对生物质化学组分占比以及结构的影响不同,预处理后的生物质成型燃料所体现出的物理性质和燃烧特性各有特点。相比原料成型生物质,水热预处理技术使生物质成型燃料在燃烧热值、能量密度、耐久度及机械强度等方面得到全面提升,但水热预处理成本较高,且对环境有影响。未来生物质成型燃料预处理技术的研究方向应从平衡生物质燃料品质与预处理成本之间的关系、减少污染物排放、预处理过程流程配置差异性集成和精确工艺参数匹配等为基础,开发适用于规模化灵活生产的节能高效预处理技术。
参考文献(References):
[1]杨正虎,袁益超,刘聿拯,等.生物质能系统研究及发展[J].上海理工大学学报,2004(1):35-41.
[2]TEKIN K,KARAGZ S.T-BuOK catalyzed bio-oil production from woody biomass under sub-critical water conditions[J].Envi-ronmental Chemistry Letters,2013,11(1):25-31.
[3]JUNGINGER M,SIKKEMA R,FAAIJ A,et al. Analysis of the global pellet market:Including major driving forces and possible technical and non-technical barriers[J].Intelligent Energy Eu-rope,2009,2:33-34.
[4]HE G,BLUEMLING B,MOL A P J,et al.Comparing centralized and decentralized bio-energy systems in rural China[J].Energy Policy,2013,63:34-43.
[5]刘荣厚.生物质能工程[M].北京:化学工业出版社,2009,244-269.
[6]ZHOU Y,ZHANG Z,ZHANG Y,et al.A comprehensive review on densified solid biofuel industry in China[J].Renewable and Sus-tainable Energy Reviews,2016,54:1412-1428.
[7]PRADHAN P,MAHAJANI S M,ARORA A.Production and utili-zation of fuel pellets from biomass:A review[J].Fuel Processing Technology,2018,181:215-232.
[8]ADAMS P W,HAMMOND G P,MCMANUS M C,et al.Barriers to and drivers for UK bioenergy development[J].Renewable and Sus-tainable Energy Reviews,2011,15(2):1217-1227.
[9]BAJWA D S,PETERSON T,SHARMA N,et al.A review of densi-fied solid biomass for energy production[J].Renewable and Sus-tainable Energy Reviews,2018,96:296-305.
[10]KUMAR P.Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production[J].Industrial & Engi-neering Chemistry Research,2009,48(8):3713-3729.
[11]樊峰鸣,张百良,李保谦,等.大粒径生物质成型燃料物理特性的研究[J].农业环境科学学报,2005(2):398-402.
[12]李大中,朱文杰.生物质稻壳压缩成型过程建模及优化[J].可再生能源,2010,28(5):124-127,131.
[13]KASHANINEJAD M,TABIL L G,KNOX R.Effect of compressive load and particle size on compression characteristics of selected varieties of wheat straw grinds[J].Biomass & Bioenergy,2014,60(60):1-7.
[14]NGUYEN Q N,CLOUTIER A,ACHIM A,et al.Effect of process parameters and raw material characteristics on physical and me-chanical properties of wood pellets made from sugar maple parti-cles[J].Biomass & Bioenergy,2015,80:338-349.
[15]TUMULURU J S.Effect of process variables on the density and durability of the pellets made from high moisture corn stover[J].Biosystems Engineering,2014,119(4):44-57.
[16]王美美,王咏梅,韩文清.生物质颗粒成型影响因素分析[J].科技资讯,2017,15(26):237-239.
[17]盛奎川,吴杰.生物质成型燃料的物理品质和成型机理的研究进展[J].农业工程学报,2004,20(2):242-245.
[18]盛奎川,钱湘群,吴杰.切碎棉杆高密度压缩成型的试验研究[J].浙江大学学报(农业与生命科学版),2003,29(2):139-142.
[19]GROVER P D,MISHRA S K,CLANCY J S.Development of an appropriate biomass briquetting technology suitable for production and use in developing countries[J].Energy for Sustainable Devel-opment,1994,1(1):45-48.
[20]O'DOGHERTY M J. A review of the mechanical behaviour of straw when compressed to high densities[J].Journal of Agricul-tural Engineering Research,1989,44:241-265.
[21]O'DOGHERTY M J,WHEELER J A.Compression of straw to high densities in closed cylindrical dies[J].Journal of Agricultural En-gineering Research,1984,29(1):61-72.
[22]杜健民.新鲜草物料压缩过程的流变学研究[D].呼和浩特:内蒙古农业大学,2005:28-30.
[23]张百良.生物质成型燃料技术与工程化[M].北京:科学出版社,2012:131-140.
[24]KALIYAN N,MOREY R V.Factors affecting strength and dura-bility of densified biomass products[J]. Biomass & Bioenergy,2009,33(3):337-359.
[25]李海滨,袁振宏,马小茜,等.现代生物质能利用技术[M].北京:化学工业出版社,2011:255-280.
[26]LINDLEY J A,VOSSOUGHI M.Physical properties of biomass briquettes[J].Transactions of the Asae American Society of Agri-cultural Engineers,1989,32(2):361-366.
[27]VASSILEV S V,BAXTER D,ANDERSEN L K,et al.An overview of the organic and inorganic phase composition of biomass[J].Fu-el,2012,94:1-33.
[28]陈珣,程凌燕,张玉梅,等.以离子液体为反应介质制备纤维素衍生物的研究进展[J].材料导报,2007(12):56-59.
[29]任俊莉,孙润仓,刘传富.半纤维素及其衍生物作为造纸助剂的应用研究进展[J].生物质化学工程,2006(1):35-39.
[30]肖领平.木质生物质水热资源化利用过程机理研究[D].北京:北京林业大学,2014:35-37.
[31]HASSAN S S,WILLIAMS G A,JAISWAL A K.Emerging technol-ogies for the pretreatment of lignocellulosic biomass[J]. Biore-source Technology,2018,262:310-318.
[32]Mason W H.Process and apparatus for disintegration of wood and the like[P].U.S Patent:1578609,1926-03-30.
[33]罗海,岳磊,王乃雯,等.蒸汽爆破处理对竹纤维的影响[J].林业工程学报,2014,28(2):45-48.
[34]韩士群,杨莹,周庆,等.蒸汽爆破对芦苇纤维及其木塑复合材料性能的影响[J].南京林业大学学报(自然科学版),2017,41(1):136-142.
[35]岳磊,王乃雯,罗海,等.蒸汽爆破处理对芦苇纤维制备的影响[J].林业科技开发,2013,27(6):69-72.
[36]LAM P S,SOKHANSANJ S,BI X,et al.Energetic feasibility of biomass densification with steam explosion pretreatment[C]/ /CSBE Annual General Meeting,Vancouver. US:[s. n.],2008:14-16.
[37]ZANDERSONS J,GRAVITIS J,ZHURINSH A,et al.Carbon ma-terials obtained from selfbinding sugar cane bagasse and decidu-ous wood residues plastics[J].Biomass and Bioenergy,2004,26:345-360.
[38]SHAW M D,KARUNAKARAN C,TABIL L G. Physicochemi-cal characteristics of densified untreated and steam exploded pop-lar wood and wheat straw grinds[J]. Biosystems Engineering,2009,103(2):198-207.
[39]ANGLS M N,FERRANDO F,FARRIOL X,et al.Suitability of steam exploded residual softwood for the production of binderless panels.Effect of the pre-treatment severity and lignin addition [J].Biomass and Bioenergy,2001,21(3):211-224.
[40]GIRARD P.Recent developments on torrefied wood,an alternative to charcoal for reducing deforestation[J].Reur Technical,1991,20(1):101-114.
[41]BERGMAN P C A,KIEL J H A.Torrefaction for biomass upgra-ding[C]/ /Proc. 14th European Biomass Conference. Paris,France:[s.n.],2005:17-21.
[42]KALTSCHMITT H V,KALTSCHMITT M,MARTIN J,et al.En-ergie aus biomasse:Grundlagen,techniken and verfahren[M].Berlin:Springer Berlin,2001:507-536.
[43]CHEN W H,CHENG W Y,LU K M,et al.An evaluation on im-provement of pulverized biomass property for solid fuel through torrefaction[J].Applied Energy,2011,88(11):3636-3644.
[44]陈红红.生物质低温热解炭化特性研究及中试炭化炉的开发[D].南京:南京师范大学,2016:4-7.
[45]PHANPHANICH M,MANI S.Impact of torrefaction on the grind-ability and fuel characteristics of forest biomass[J].Bioresource Technology,2011,102(2):1246-1253.
[46]王贵军,罗永浩,陆方,等.农业生物质秸秆低温热解预处理技术[J].工业锅炉,2010(2):4-9.
[47]吴逸民,赵增立,李海滨,等.生物质主要组分低温热解研究[J].燃料化学学报,2009,37(4):427-432.
[48]MEDIC D,DARR M,SHAH A,et al.Effects of torrefaction pro-cess parameters on biomass feedstock upgrading[J].Fuel,2012,91(1):147-154.
[49]SHANG L,NIELSEN N P K,DAHL J,et al.Quality effects caused by torrefaction of pellets made from Scots pine[J].Fuel Process-ing Technology,2012,101:23-28.
[50]WU S,ZHANG S,WANG C,et al.High-strength charcoal bri-quette preparation from hydrothermal pretreated biomass wastes[J].Fuel Processing Technology,2018,171:293-300.
[51]BACH Q V,SKREIBERG .Upgrading biomass fuels via wet tor-refaction:A review and comparison with dry torrefaction[J].Re-newable & Sustainable Energy Reviews,2016,54:665-677.
[52]PENG J H,BI X T,SOKHANSANJ S,et al.Torrefaction and den-sification of different species of softwood residues[J].Fuel,2013,111(3):411-421.
[53]ANTOINE K R,SKREIBERG yvind.A comparative assessment of wet torrefaction[J].Energy & Fuels,2013,27(11):6743-6753.
[54]黄维,范同祥.水热碳化法的研究进展[J].材料导报,2014(S1):131-135.
[55]王定美,王跃强,袁浩然,等.水热炭化制备污泥生物炭的碳固定[J].化工学报,2013,64(7):2625-2632.
[56]KAMBO H S,DUTTA A.Strength,storage,and combustion char-acteristics of densified lignocellulosic biomass produced via torre-faction and hydrothermal carbonization[J]. Applied Energy,2014,135:182-191.
[57]KAMBO H S,DUTTA A.Comparative evaluation of torrefaction and hydrothermal carbonization of lignocellulosic biomass for the production of solid biofuel[J]. Energy Convers Manag,2015,105:746-55.
[58]REZA M T,UDDIN M H,LYNAM J G,et al.Engineered pellets from dry torrefied and HTC biochar blends[J].Biomass & Bioen-ergy,2014,63(2):229-238.
[59]LIU Z,QUEK A,BALASUBRAMANIAN R.Preparation and char-acterization of fuel pellets from woody biomass,agro-residues and their corresponding hydrochars[J]. Applied Energy,2014,113(1):1315-1322.
[60]REZA M T,UDDIN M H,LYNAM J G,et al.Engineered pelletsfrom dry torrefied and HTC biochar blends[J].Biomass & Bioen-ergy,2014,63(2):229-238.
[61]LIU Z,ZHANG F S,WU J.Characterization and application of chars produced from pinewood pyrolysis and hydrothermal treat-ment[J].Fuel,2010,89(2):510-514.
[62]LIU Z,ZHANG F.Effects of various solvents on the liquefaction of biomass to produce fuels and chemical feedstocks[J]. Energy Conversion & Management,2008,49:3498-3504.
[63]WU Qiaomei,ZHANG Shouyu,HOU Baoxin,et al.Study on the preparation of wood vinegar from biomass residues by carboniza-tion process[J].Bioresource Technology,2015,179:98-103.
[64]吴巧美,张守玉,侯宝鑫,等.不同温度下木屑热解制备木醋液实验研究[J].太阳能学报,2016,37(6):1534-1541.
[65]侯宝鑫,张守玉,吴巧美,等.生物质热解制备木醋液及其性质研究[J].燃料化学学报,2015,43(12):1439-1445.
[66]CAO Zhongyao,ZHANG Shouyu,WANG Caiwei,et al.Investiga-tion on the physical properties of the charcoal briquettes prepared from wood sawdust and cotton stalk[J].Energy Sources,Part A:Recovery,Utilization,and Environmental Effects,2019,41(4):493-500.
[67]XIONG Shaowu,ZHANG Shouyu,WU Qiaomei,et al.Investigation on cotton stalk and bamboo sawdust carbonization for barbe-cue charcoal preparation[J].Bioresource Technology,2014,152:86-92.
[68]熊绍武,张守玉,吴巧美,等.生物质制备燃料炭实验研究[J].太阳能学报,2015,36(5):1041-1047.
[69]王健,张守玉,彭定茂,等.制备条件对低品质生物质半焦燃烧特性的影响[J].太阳能学报,2013,34(11):1950-1956.
[70]熊绍武,张守玉,吴巧美,等.生物质炭燃烧特性与动力学分析[J].燃料化学学报,2013,41(8):958-965.
[71]WANG Caiwei,ZHANG Shouyu,WU Shunyan,et al.Study on an alternative approach for the preparation of wood vinegar from the hydrothermolysis process of cotton stalk[J].Bioresource Technol-ogy,2018,254:231-238.
[72]WANG Caiwei,ZHANG Shouyu,WU Shunyan,et al.Effect of oxi-dation processing on the preparation of post - hydrothermolysis acid from cotton stalk[J]. Bioresource Technology,2018,263:289-296.



 正在加载...
正在加载...


