 切换行业
切换行业

摘要:通过对风电机组螺栓的断裂形式和原因的总结和整理,归纳出了制造过程的影响因素;以此为指导,对两个典型的案例开展了原因调查和分析。指出了风电机组螺栓的制造质量控制要点,提出了一些合理化建议,为确定涉及制造质量的监理控制点和监理方式提供参考。
0 引言
高强螺栓因其疲劳性能好、承载大而广泛应用于风电机组的连接结构,如叶片与轮穀、塔筒与基础、塔筒法兰之间。风电机组,特别是海上风电机组,荷载变化频繁,因此高强螺栓的制造和安装质量对保证机组的安全运行尤为重要。近年来,有关风机螺栓断裂的事故屡见不鲜,如某风电场因4 根规格M3 6、材质4 2 CrMoA的塔筒与基础连接螺栓疲劳断裂,引起倒塔事故。某风电场投运1 a 内连续发生叶片螺栓断裂(规格M3 0、材质4 2 CrMoA) ,经分析,是叶根端面与叶片法兰间存在间隙而增大螺栓应力所致。某风电机组安装中发现一颗规格M3 9、材质B7 钢的螺栓发生断裂,究其原因,是材料组织和热处理缺陷所致。螺栓断裂涉及材料、加工、安装等各方面因素,做好各个环节,特別是制造阶段的质量管理,对风电机组的安全运行具有重要意义。
1 对风电机组螺栓实施制造监理的必要性
当前风电机组螺栓的采购模式多为风电整机厂商外购,螺栓制造过程又呈现标准化、批量化的特点,对螺栓的制造质量控制的主要职责自然在螺栓制造厂,但其质量基本上依赖于螺栓制造厂的质量控制水平,因而会有潜在风险。从”纵深防御“的理念和国内的工程惯例来讲,用户或采购方应对螺栓制造质量进行管理,但无论采用供方质保管理还是第三方检测,都存在一定的局限性,即不能深入到制造的具体关键环节实施系统性的质量管理。由于各方面原因,过去设备监理单位往往会忽视对螺栓的制造监理,势必造成屏障失效风险。因此,采用适当的方式对螺栓制造过程实施监理是有必要的。
王硕丽从风电机组螺栓的质量管理和控制角度分析,认为螺栓断裂的原因是润滑剂与设计不一致导致预紧力过大超过材料的屈服极限。杨莉、俄馨、史伟[2]对三颗断裂的叶片螺栓进行断口分析和金相检测等,确定断裂类型都是多源疲劳断裂,且根据断口扩展区和瞬断区的面积,可判断螺栓的断裂顺序。吉昌兵[3]针对多个案例进行综合检测,指出螺栓断裂的主要原因包括:机械性能不合格、加工质量不良、热处理不合格、原材料问题等。王淼、徐占、崔立川[4]从螺栓的质量管理、质量控制、安装等环节全面剖析了螺栓断裂的成因,这对螺栓实施制造监理具有重要的指导意义。
目前,在开展高强螺栓的制造监理工作中,主要面临以下两个难题:(1 ) 鉴于螺栓制造过程标准化程度高、失效形式相对固定的事实,如何通过问题导向确定螺栓制造过程的监理要点;(2 ) 鉴于螺栓的批量化制造的特点,在确定有效监理方式的同时,如何兼顾监理的作用和合理的力量投入。笔者通过对螺栓断裂形式和原因的总结整理,归纳出制造过程的影响因素,以问题为导向,提出螺栓质量控制要点,以便确定监理控制点。此外,结合螺栓制造阶段的组织模式,探讨了螺栓实施制造监理的方式。
2 风电机组螺栓的制造监理控制要点分析
2 . 1 风电机组螺栓的承载情況
塔筒螺栓主要承受由机舱重心偏移、风机轴向推力等形成的扭矩以及风轮转动引起的反转力矩等外载,而叶片螺栓主要承受气动、离心力、惯性力的荷载。根据力学分析,当外荷载较小时,连接件法兰结合面处于闭合状态,作用于螺栓的荷载的计算式为
影响式2 中力矩系数的主要因素包括螺栓几何尺寸、摩擦副之间的摩擦系数以及连接件的孔径等,因此计算精确度难以得到保证,通常由查表或实验获得,一般为0.08?0.12。可以看出,安装时施加的力矩只有很少部分转化为预紧力,这是因为大部分消耗在螺纹之间及螺栓支撑面的摩擦上。
当变大的外荷载剥离法兰结合面时,螺栓预紧力将不起作用,螺栓承受荷载将随外荷载线性增大。当外荷载还只是增大到使法兰结合面处于半开半闭状态时,螺栓荷载将在法兰结合面闭合的最大荷载和剥离的最小荷载之间线性变化,这两种情况下螺栓处于危险状态,易发生断裂,如某2 M W 风机倒塔事故中发现断裂螺栓连接处法兰外翻严重。
2 . 2 风电机组螺栓的断裂类型
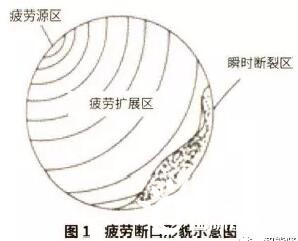
通过受力分析,结合前述文献,不难看出,风电机组螺栓断裂的主要形式是过载断裂和疲劳断裂。过载断裂是由外荷载引起的螺栓应力因超过其设计强度而形成的断裂,宏观断口形状分为3 个区:纤维区、放射区和剪切唇。疲劳断裂是由交变荷载引起的断裂,宏观断口形状也分为3 个区:裂纹源区、扩展区和瞬断区(见图1 ) 。
2 . 3 引起风电机组螺栓断裂的原因分析
由前所述,引起风电机组螺栓断裂的因素有外因和内因之分(见图2 )。
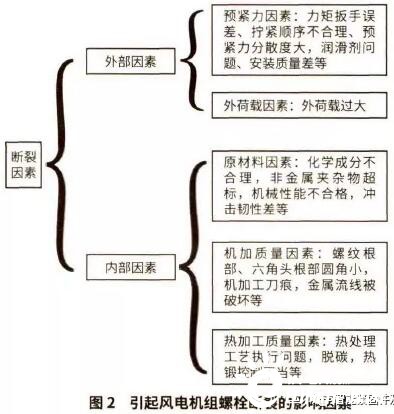
2 . 3 . 1 外部因素
外部因素除外荷载过大以外,还包括安装时对预紧力的不当控制,例如:扳手力矩误差导致预紧力施加不合理;螺栓拧紧顺序不当导致整圈螺栓预紧力分布不均;润滑剂选用不当或涂抹不当导致力矩系数与设计产生偏差;安装工艺执行不到位;等等。为了消除外部因素,用户除了要制定并实施合理的安装工艺以外,还要加强与风机供应商和螺栓制造厂的沟通,做好技术交底。
2 . 3 . 2 内部因素
内部因素都产生于制造过程,包括原材料因素、机加工质量和热处理质量。
( 1 ) 原材料因素可细分为脱碳层、材料化学成分、冲击韧性、夹杂物等。
① 脱碳层的影响。热处理中可能会造成脱碳,全脱碳层的硬度和疲劳强度都会下降,在交变荷载作用下将在全脱碳层最大深度处产生应力集中。某风电机组塔筒螺栓(规格M2 4、材质3 5 CrMo) 仅投运1 个月就出现多根螺栓螺纹处断裂,经失效分析发现断裂部位处于全脱碳层最深处。
② 材料化学成分的影响。如材料中的一些强化元素如Mn的含量超标将对裂纹的产生和扩展有一定影响。
③ 冲击韧性的影响。材料的冲击功偏低将加快螺栓在应力作用下裂纹的产生和扩展速度。
④ 夹杂物的影响。材料中的夹杂物破坏了基体的连续性,在受力情况下夹杂物周围形成应力集中。某风电场多台3 M W 机组运行1.5 a 后频繁发生螺栓断裂,分析结果表明,断裂原因与材料中存在大量的氧化硅夹杂物有关。
( 2 ) 机加工质量因素主要表现在以下3 个方面。
① 机加工留下的刀痕导致应力集中。如某风电机组材质4 2 CrMoA发生疲劳断裂,分析其原因是机加刀痕在滚丝机加工螺纹后未消除,导致刀痕在螺纹底部产生应力集中形成裂纹源。
② 金属流线破坏。某机组螺栓由于螺纹加工未采用滚丝导致金属流线破坏,切断了金属的流线,降低了强度导致疲劳断裂。
③ 加工精度、表面粗糙度不够导致螺纹根部应力集中。
( 3 ) 热加工质量因素主要表现在以下2 个方面。
① 热处理工艺执行不到位,导致材料组织性能不过关。这类问题多发生在安装阶段,如某风电机组安装中螺栓断裂,经光学显微镜观察到心部存在少量小块状铁素体,经分析是调质时加热不足造成,与网带炉的装料量过大、装料不均匀、运行速度大等有直接关系。某风电机组螺栓断裂后经金相分析发现螺栓显微组织为上贝氏体组织,热处理组织不正常,力学性能不足导致失效。
② 热锻加工时控制不到位。如六角螺栓在热锻成型后应对六角头R 角倒角,以防止后续热处理因应力集中而产生裂纹,此时若破坏金属流线,则会降低强度。
2 . 4 典型案例及原因分析
2 . 4 . 1案例一
某海上风电机组项目在调试期间先后发现11根规格M5 6、材质42 C rM o A的六角螺栓断裂,断裂部位均为六角头根部,断裂螺栓涉及8 台风机。对断裂螺栓进行第三方送检,其化学成分、机械性能、硬度、冲击、脱碳层、氢脆等的检测均符合技术指标要求。根据断口形貌可判断为
疲劳断裂,断口包括裂纹源区、扩展区和瞬断区。
经第三方E D S检测,在断口内距表面1 mm〜2mm位置检测出锌含量偏高,经判断只可能在热浸锌时滲入,由此推断,裂纹极有可能在热浸锌工序前已经形成。考虑到所有螺栓均在六角头根部断裂,可以推断问题很可能出在热锻工序。
设备监理工程师赴螺栓制造厂进行问题原因分析,从原材料检验、热锻、热处理、M T 检测4 个方面对螺栓制造厂的生产设备、工艺规程、运行记录等进行了排查,同时考虑到在项目现场相关方已通过施加拧紧力矩排查,确认再无其他螺栓断裂,判断此次螺栓断裂并非系统性问题。经过进一步排查,我们发现断裂螺栓批次的确在热锻环节中。为确认热锻工艺参数,未对试打件采取隔离措施,直接混入正式生产的产品中。试打件经过热锻后形成规定的尺寸,在此过程中,检验员只确认热锻的加热温度、加热长度、锻打力等工艺参数,不确认其是否存在缺陷。因此,这些试打件可能存在折叠等缺陷,在后续的热处理中极有可能因应力集中而产生裂纹。虽然螺栓制造厂对出厂前的全部螺栓产品进行了100 % M T 检测,但执行措施不到位,一些缺陷难免会被漏检。
螺栓制造厂后续的改进措施主要涉及下料、模具控制、六角螺栓根部R 角设计、热锻工艺控制、过程监测频率、无损检测、人员培训等1 1 个环节,监理以多种方式对螺栓厂的各项改进措施进行了直接或间接的验证。
2 . 4 . 2 案例二
某海上风电机组项目在施工安装时,一根规格M3 0、材质42CrMoA的叶片螺栓(双头螺栓)发生断裂,断裂位置见图3。通过断口形貌可判断为典型的过载断裂。

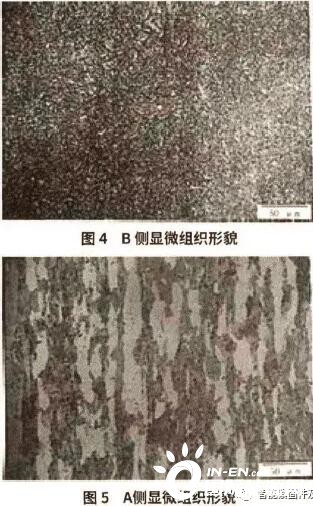
对断裂螺栓送第三方检测,发现螺栓断裂一侧(A侧)和另一侧(B 侧)在硬度和金相组织上存在明显差异。在硬度方面,B 侧平均硬度值38.7 RC, 满足GB/T3098.1—2 0 1 0 《紧固件机械性能螺栓、螺钉和螺柱》要求(32~39 HRC) ; A 侧平均硬度值仅为16.5 HRC。在金相组织方面,B 侧为回火索氐体+ 少量铁素体,基本属于正常组织(见图4) ; A 侧为珠光体+ 铁素体+ 回火索氏体,并非调质工艺下的正常组织(见图5 ) 。
设备监理工程师赴螺栓制造厂进行原因调查,结合第三方检测结果和相关项目经验,将问题产生原因初步锁定在热处理过程。由于B 侧属正常组织,A 侧组织中有部分回火索氐体,可以确定断裂螺栓是经过网带炉进行过热处理,两侧组织存在差异的原因可能是:
( 1 ) 网带炉淬火时该螺栓由于卡在网带上,B 侧进入淬火液正常淬火,而A 侧未进入淬火液,冷却速度不够快,导致出现组织异常;
( 2 ) 网带炉运行中因网带故障卡死,该螺栓正好处于将落未落入冷却液的状态,其A 侧伸出加热区(此时加热区仍在加热状态) ,在非加热气氛中冷却至较低温度,网带炉恢复正常后该螺栓混入成批螺栓中,因未完全热处理而导致A侧组织差异。
从热处理过程的相关因素出发,监理组织各方开展以下排查工作。
( 1 ) 对安装现场的与断裂螺栓同批次的螺栓随机选取2 4 件,由第三方进行全部的硬度测试,并选取两件做金相分析,监理全过程见证,硬度测试值均符合标准要求,金相组织也是正常的热处理组织。
( 2 ) 考虑到上述推断如果属实,螺栓的硬度应随螺栓长度方向呈显著变化趋势,因此监理要求第三方开展硬度梯度测试,测试结果显示,该螺栓沿长度方向的硬度显著具有梯度特征。
( 3 ) 对生产过程相关记录进行排查,确认与问题螺栓所在批次热处理时间相近的时间段确实出现过网带卡死故障。基于排查结果,基本确定问题的原因就是网带炉卡死导致螺栓A 端未完全进行正常热处理。
( 4 ) 考虑到现场安装采用螺栓拉伸器,根据式3。
可知,拉伸力作用于螺栓的荷载应在螺栓屈服强度的7 0 % ~8 0 % , 各方选择了 2 根正火态螺栓(钢厂交货状态)和2 根软化退火态螺栓分别进行拉伸试验。退火态螺栓硬度与A 侧相近,其抗拉强度分别769 M P a和839 MPa, 这说明如果施加安装时的拉伸力,那么退火态螺栓都会断裂;而正火态螺栓的抗拉强度分别是1 013 MPa和1 017 MPa, 安装时的拉伸力显然无法使其断裂。上述试验也佐证了该螺栓确实经过热处理,其强度高于退火态,低于正火态,与此同时也印证了螺栓A 侧未进行完全的调质热处理。
3 风电机组螺栓制造监理探讨
3 . 1 螺栓制造质量的控制要点
螺栓制造的关键过程包括:原材料检验、热锻成型(适用于六角螺栓)、热处理、滚轧螺纹、无损检测、表面处理等。其质量控制要点如下。
( 1 ) 原材料检验:原材料质保书文件的审查,尺寸及形位公差的检查,外观质量的目视检查,化学成分的光谱复测。
( 2 ) 热锻成型(适用于六角螺栓) :成型尺寸的检查(对角、对边、支撑面直径和厚度、头部厚度、长度、R角等) ,工艺参数的控制和监测(始锻温度、加热长度、监测手段、监测频次等)。
( 3 ) 热处理:热处理的工艺控制(淬火、回火的温度和保温时间,冷却介质,炉内碳势控制,网带炉装料量等) ,热处理的检验项目(淬火硬度、回火硬度、机械性能、脱碳试验、金相检测、低温冲击)。
( 4 ) 滚轧螺纹:螺纹止通规检查,螺纹的粗糙度、长度、过渡R 角等的检测。
( 5 ) 无损检测:100 % 磁粉检测。
( 6 ) 表面处理:外观检查、锌层厚度检测、附着力试验。
( 7 ) 成品检查:机械性能试验、硬度试验、硬度分选、楔负载试验、低温冲击试验、力矩系数试验、金相检测分析、脱碳层检测、表面锌层厚度检测、螺纹精度检查、螺栓尺寸检查等。
设备监理工程师应考虑螺栓制造厂的质量管理体系情况以及整机厂家对螺栓制造厂的质量管控水平,参考以上制造质量的控制要点,确定与螺栓质量有关的监理控制点。
3 . 2 风电机组螺栓制造监理方式的探讨
风电机组螺栓的生产过程具有批量化和标准化的特点,如何实现既合理投入监理资源又切实起到监督作用,是开展风电机组螺栓制造监理工作的关键。笔者建议,应采用“先决条件确认+ 选择性巡检+ 成品出厂检查”的方式。
3 . 2 . 1 先决条件确认
当原材料入厂时,螺栓制造厂要进行一次先决条件确认。由于处于该阶段的原料实体未投入生产线,因此确认先决条件的方式可以是文件审查,结合对现场生产条件的检查和对质保体系的监督。确认先决条件的工作重点如下:
( 1 ) 确认质保体系的认证情况,质量手册及相关程序文件的受控情况;
( 2 ) 确认螺栓制造厂是否制定了质量控制计划,是否对关键过程进行了质量控制要点的设置;
( 3 ) 检查热锻、热处理、无损检测等特殊过程的工艺规程是否有效,特别是相关工艺是否经过评审、确认和验证(特别是对首次生产该型号螺栓的情况);
( 4 ) 检查是否进行了网带炉的炉温均匀性和系统精度测试,测试周期是否符合要求;
( 5 ) 检查测温仪器、无损检测仪器等的校准情况;
( 6 ) 检查热处理、无损检测等相关操作人员的资质或授权情况;
( 7 ) 检查原材料质量证明文件,是否进行了入厂复验(光谱);
( 8 ) 现场抽查原材料外观质量,抽检直径等重要尺寸。
通过先决条件确认,监理工程师初步了解了螺栓制造厂的质量管理情况,在后续项目中能酌情将现场确认调整为文件确认。
3 . 2 . 2 选择性巡检
监理工程师通过先决条件确认,初步掌握了螺栓制造厂的质量管理水平,并根据历次监督、巡检活动中反馈的情况,合理确定巡检频次。巡检中应以螺栓制造厂的质量控制计划为依据,对成型、热处理、滚轧螺纹、无损检测、表面处理等过程进行抽样监督。监督过程应尽量覆盖各批次,在巡检中不但要兼顾检测结果的确认和过程工艺参数的确认,而且还应关注螺栓制造厂的质量控制是否落实到位,制造过程的相关记录是否规范属实。
3 . 2 . 3 成品出厂检查
成品出厂检查应根据质量控制计划,对机械性能、硬度、硬度分选、楔负载、低温冲击、力矩系数、金相、脱碳层、表面锌层厚度、螺纹精度、螺栓尺寸等的相关检测以现场见证的方式进行监督。对机械性能、金相等的检测,除了对螺栓制造厂的检测进行见证以外,还应确认是否按批次进行了第三方检测,并比对螺栓制造厂自检和第三方检测的结果。考虑到制造过程质量的波动,应重点确认出厂前的硬度分选情况,以及分选出的螺栓的强度测试情况;出厂检查时的见证抽样数量应合理,必须覆盖到各批次,并对制造完工资料的完整性和可追溯性进行检查确认。
4 结语
( 1 ) 原材料缺陷和制造质量不良是引起风电机组螺栓断裂失效的重要因素,从用户角度看,对风电机组螺栓制造过程实施监督是必要的。相比于第三方检测和质保监督等方式,设备监理具有深入制造各环节的优势。
( 2 ) 螺栓的受载包括预紧力和外荷载,两者相互影响;预紧力的大小对法兰的结合刚度产生影响,进而对作用于螺栓上的交变荷载和螺栓的疲劳寿命产生影响。
( 3 ) 风电机组螺栓断裂的主要形式是疲劳断裂和过载断裂。造成螺栓断裂的因素包括外部因素和内部因素。外部因素包括预紧力和外荷载,与制造关系不大;内部因素属于制造原因,包括原材料、机加工质量和热加工质量。
( 4 ) 螺栓制造的关键过程包括原材料检验、成型、热处理、无损检测、表面处理等,设备监理工程师在考虑螺栓制造厂质量管理水平的基础上,可结合关键过程的质量控制要点确定监理控制点。
( 5 ) 对风电机组螺栓的制造监理可采用“先决条件确认+选择性巡检+成品出厂检查”的方式,同时应结合质保体系的监督,并将第三方检测的结果作为重要关注点。





 正在加载...
正在加载...


